 English English
English English 
Views: 0 Author: Site Editor Publish Time: 2026-05-18 Origin: Site








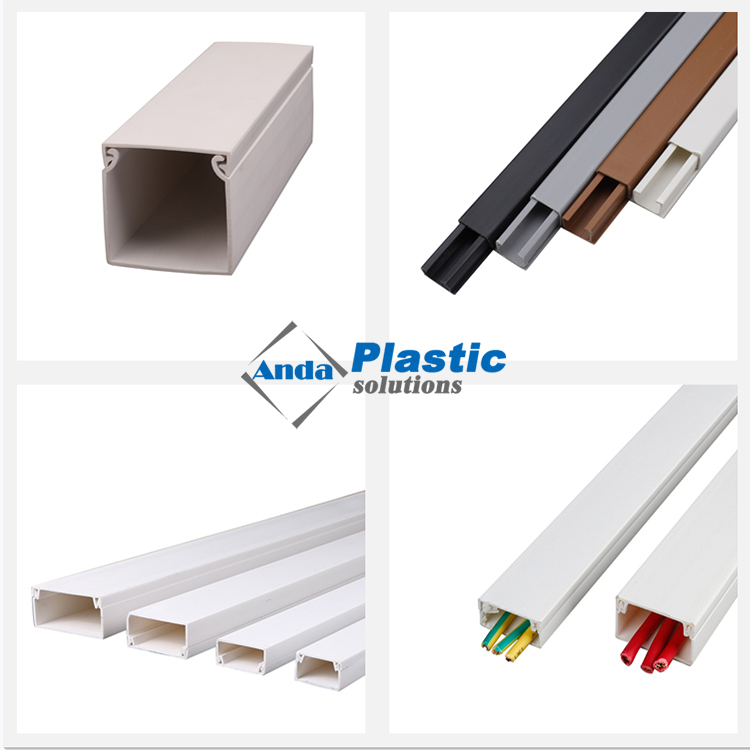
Traditional PVC extrusion systems are highly effective for producing functional and structural profiles, but decorative applications require a different level of manufacturing precision. Today’s architectural and interior markets demand consistent dimensions, refined surface quality, and finishes that replicate natural materials with greater realism. To meet these expectations, manufacturers increasingly adopt PVC decorative profile machines—specialized extrusion lines designed not only for profile forming but also for integrated surface enhancement and finishing. By combining stable extrusion performance with downstream decoration technologies, these systems enable the production of wood-grain, stone-effect, high-gloss, and other value-added decorative profiles.
In this guide, we focus on the technical considerations behind PVC decorative profile production. You will learn how machine architecture influences dimensional stability, how different PVC formulations affect processing performance, how decoration modules are integrated into the production line, and which equipment evaluation factors matter most when selecting a solution for commercial manufacturing.

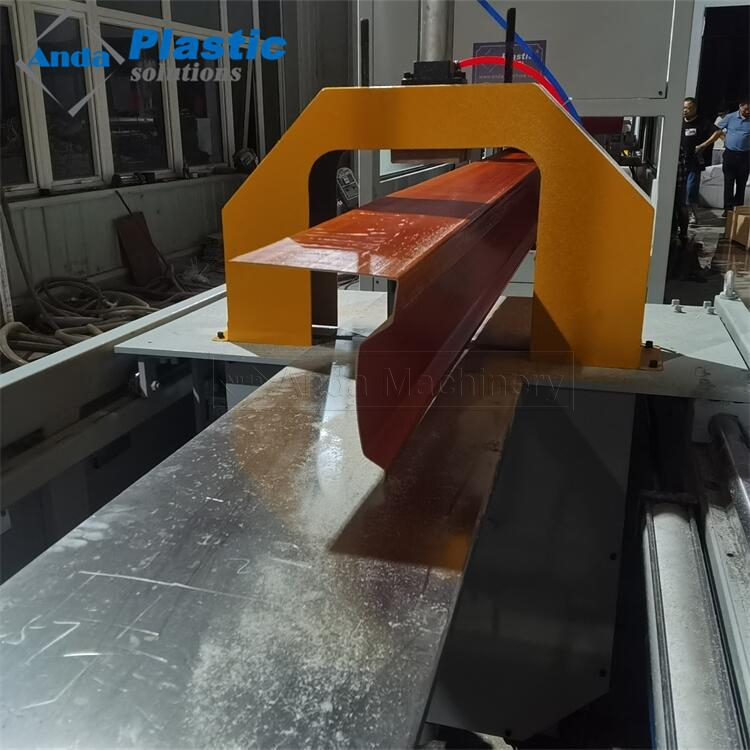
A complete line consists of material mixing, conical twin-screw extrusion, precision die calibration, and downstream decoration (lamination or printing).
Extruder barrel metallurgy must match your formulation; high-calcium carbonate (CaCO3) recipes require upgraded SKD steel over standard 38CrMoAlA to prevent rapid wear.
Advanced die head designs utilize "pre-land zones" to reduce die swell, ensuring the tight tolerances required for interlocking decorative panels.
Total capital expenditure ranges from $30,000 to $100,000+ depending on the target capacity (80kg/h to 1000kg/h) and specialized co-extrusion requirements.
Hardware directly translates to product quality. It also determines your overall process stability. You must understand each component to optimize production.
Consistent feeding prevents material degradation. It keeps your output uniform. We rely on specific mechanisms to achieve this balance.
DTC Type Screw Loaders: These units feature limit switches. They ensure consistent material delivery. The switches prevent overflow feeding automatically.
Vacuum Degassing Systems: Moisture destroys surface aesthetics. Vacuum pumps extract moisture from raw materials continuously. This extraction prevents surface bubbling in your final decorative profile.
Breaker Plates and Screen Packs: These components filter physical impurities. They also serve a crucial fluid dynamics role. They eliminate "screw turning memory." This correction ensures a uniform melt flow before the die.
The die head shapes the molten plastic. It dictates your final profile geometry. Advanced engineering here separates standard machines from premium ones.
Engineers utilize transition and pre-land zones inside the die. Molten PVC enters the die under extreme pressure. Dropping this pressure instantly causes "die swell." The plastic expands unpredictably upon exiting. Engineered die heads drop pressure gradually. The pre-land zone stabilizes the melt before the final land zone. This reduction drastically limits die swell. You achieve the tight tolerances required for interlocking decorative panels.
You must lock the profile dimensions immediately after extrusion. Cooling too slowly causes sagging. Cooling too quickly introduces internal stress.
Modern lines use alternating vacuum and cold-hot exchange calibration tables. These tables lock dimensions rapidly. The vacuum pulls the soft plastic against precise metal templates. Cold water solidifies the shape instantly.
You then encounter dual haul-off systems. The first stage pulls the profile consistently. The second stage operates slightly differently. It specifically eliminates residual internal stress. This two-stage process prevents warping in your finished decorative trims.
Long-term operational reliability depends on metallurgy. Your machine must handle abrasive materials daily. Preventative maintenance starts during the equipment selection phase.
Decorative profiles often utilize heavy filler loads. Stone plastic and heavy PVC trims represent prime examples. Manufacturers add high levels of calcium carbonate (CaCO3). CaCO3 reduces overall material costs significantly. It also increases the rigidity of the final profile. However, CaCO3 acts as a severe abrasive inside the barrel.
You must match your steel grade to your formulation. Choosing the wrong metallurgy guarantees premature equipment failure. Output drops quickly as screws wear down.
Standard configurations use nitrided 38CrMoAlA steel. This alloy handles pure PVC perfectly. It fails rapidly under heavy CaCO3 loads. Heavy-wear applications demand bimetallic screws. You should consider SKD steel upgrades for these recipes. SKD steel reaches 800-900HV hardness. This extreme hardness prevents premature screw degradation.
Metallurgy Type | Hardness Level | Best Application | Wear Resistance |
|---|---|---|---|
38CrMoAlA (Nitrided) | ~800HV (Surface only) | Standard PVC, Low Filler | Moderate |
Bimetallic Coating | ~850HV (Deep layer) | Medium CaCO3 Filler | High |
SKD Steel (Upgraded) | 800-900HV (Through-hardened) | High-Calcium Stone Plastic | Maximum |
High-efficiency conical twin-screw models optimize production speed. They can achieve impressive speeds of 4-6 meters per minute. Furthermore, optimized screw geometries melt plastic at lower temperatures. This efficiency reduces long-term energy draw by up to 15%. You maintain high output without inflating utility bills.
The extrusion process creates the base geometry. Downstream modules make the profile truly "decorative." You select these modules based on your target market.
Many premium profiles require multiple material layers. You utilize a main extruder for the structural base core. You then add a smaller co-extruder to the line. This secondary machine applies a premium outer layer. You might apply weather-resistant ASA on outdoor PVC. You might also apply high-gloss colored PMMA for interior trim.
Lamination wraps a decorative film around the raw profile. You must choose between two distinct adhesive systems.
Cold Glue Systems: These systems offer superior leveling time. The adhesive spreads smoothly before setting. You achieve a bubble-free finish on complex geometric profiles. Cold glue also presents lower energy costs. Operators appreciate the zero toxic off-gassing environment.
Hot Melt Systems: These systems prioritize speed. The adhesive provides incredibly fast curing times. You deploy hot melt for high-speed continuous production lines.
Some profiles require different aesthetic approaches. Inline heat transfer printing applies intricate patterns directly. Glossy oil coating seals the printed surface. You see these treatments frequently on ceiling panels. They also dominate skirting boards and furniture edge banding.
You must match equipment specifications to your target end-products. A single machine cannot produce every profile optimally. We categorize lines by their primary output.
Target Product Line | Core Equipment Feature | Primary Production Challenge |
|---|---|---|
PVC Ceiling & Wall Panels | Wide-board extrusion dies | Requires highly stable vacuum calibration to prevent surface bowing. |
Edge Banding & Skirting | High-speed, multi-cavity dies | Demands precise inline punching and synchronized printing speeds. |
WPC Door & Trim Lines | Inline embossing rollers | Must simulate natural wood grain textures immediately after extrusion. |
Soft/Rigid Co-Extrusion | Dual extruder synchronization | Integrating flexible weather sealing (soft PVC/TPE) onto a rigid base. |
These lines handle wide-board extrusion. The expansive surface area presents unique cooling challenges. You require highly stable vacuum calibration. Proper calibration prevents surface bowing during the cooling phase. Flatness remains critical for interlocking ceiling installations.

These products demand immense volume. Manufacturers use high-speed, multi-cavity extrusion setups. A 1-die-6-cavities configuration multiplies output drastically. You combine this setup with inline punching. You also integrate inline printing for seamless production.
Wood plastic composites require heavy texturing. You install inline embossing rollers after the die. These rollers press deeply into the hot profile. They simulate natural wood grain textures immediately after extrusion. The material holds this texture permanently as it cools.
Many decorative profiles require functional additions. Window trims often need integrated flexible weather sealing. You achieve this using soft PVC or TPE. The co-extrusion process bonds the soft seal to the rigid trim permanently.
Commercial decision-making requires strict vendor evaluation. You must assess technical capabilities transparently. Sourcing reliable equipment involves more than reviewing brochures.
You must evaluate vendors based on their comprehensive abilities. Can they supply synchronized auxiliary equipment? You will need high-speed mixers for your raw materials. You also need inline punchers and profile welders. Turnkey providers ensure all these machines communicate seamlessly. Standalone procurement often creates integration headaches.
Testing represents your biggest risk mitigation strategy. Verify if the vendor provides formula-testing during Factory Acceptance Tests (FAT). Running standard PVC proves nothing if you use high-filler recipes. You must test your exact formula before shipping.
Additionally, look for clear warranty terms. Focus specifically on high-wear parts. Warranties on the machine frame mean very little. You need protection for screws and barrels. These components handle the most stress daily.
A reliable PVC Decorative Profile Machine balances advanced fluid dynamics with rugged metallurgy. You need specialized die heads to handle complex geometries. You also require tough steel to handle high-filler recipes. Pairing these with precise surface treatment modules guarantees market success.
We encourage buyers to finalize their exact profile cross-section first. Use CAD drawings for accuracy. You must also finalize your raw material formula, specifically the filler percentage. Do this before requesting vendor quotes. These two critical factors dictate your required extruder size. They determine your steel grade. They also define your die complexity moving forward.
A: Output capacities vary dramatically based on the machine configuration. Small trim lines typically yield around 80 kg/h. Conversely, heavy-duty multi-board lines can exceed 1000 kg/h. Your specific output depends entirely on the chosen extruder model, die complexity, and raw material formulation.
A: While the main equipment frames appear similar, the internal mechanics differ drastically. Soft PVC applications generally use single-screw extruders. Rigid profiles require conical twin-screw configurations. Furthermore, screw designs, die heads, and downstream cooling methods are entirely specialized for each material type.
A: Warping occurs when residual internal stress remains in the plastic. You must ensure adequate cooling tank length for complete temperature reduction. More importantly, implement a two-stage haul-off system. The second stage relaxes the material, releasing internal stress before the profile reaches the cutting saw.















